
 استاندارد بهینه سازی مصرف انرژی
استاندارد بهینه سازی مصرف انرژی
 گواهینامه استاندارد ملی ایران
گواهینامه استاندارد ملی ایران
 TUV NORD
TUV NORD
 ISO/TS 16949
ISO/TS 16949
 ISO 9001
ISO 9001
 ISO 14001
ISO 14001
 ISO 18001
ISO 18001
پرس های گرم
وظیفه خط پرس ، فرم دهی ورق جهت تولید کاپ می باشد.
پرسهای خط تولید مخزن ، شامل 3 پرس هیدرولیک که دارای مشخصات ذیل می باشد:
پرس اول: تناژ این پرس 2000تن با کورس 1.6 متر می باشد.
پرس دوم: تناژ این پرس 1200 تن با کورس 2.20 متر می باشد.
پرس سوم: تناژ این پرس 1200 تن با کورس 2.20 متر می باشد.
در پرس مرحله اول کاپ خروجی از پرس سرد ، بعد از گرم شدن در کوره القایی به صورت گرم کشیده می شود. قالب این مرحله شامل یک دست سنبه و ماتریس به همراه اجکتور می باشد که جنس سنبه و ماتریس از فولاد گرم کار و جنس اجکتور از فولاد معمولی می باشد.
در این مرحله کاپ به طول 60 سانتی متر با قطر 42 سانتی متر به ضخامت 12 میلی متر تبدیل می گردد.
در پرس مرحله دوم ، کاپ خروجی مرحله قبل بعد از گرم شدن در کوره القایی به صورت گرم کشیده می شود. قالب این مرحله شامل یک دست سنبه و ماتریس به همراه اجکتور می باشد که جنس سنبه و ماتریس از فولاد گرم کار و جنس اجکتور از فولاد معمولی می باشد.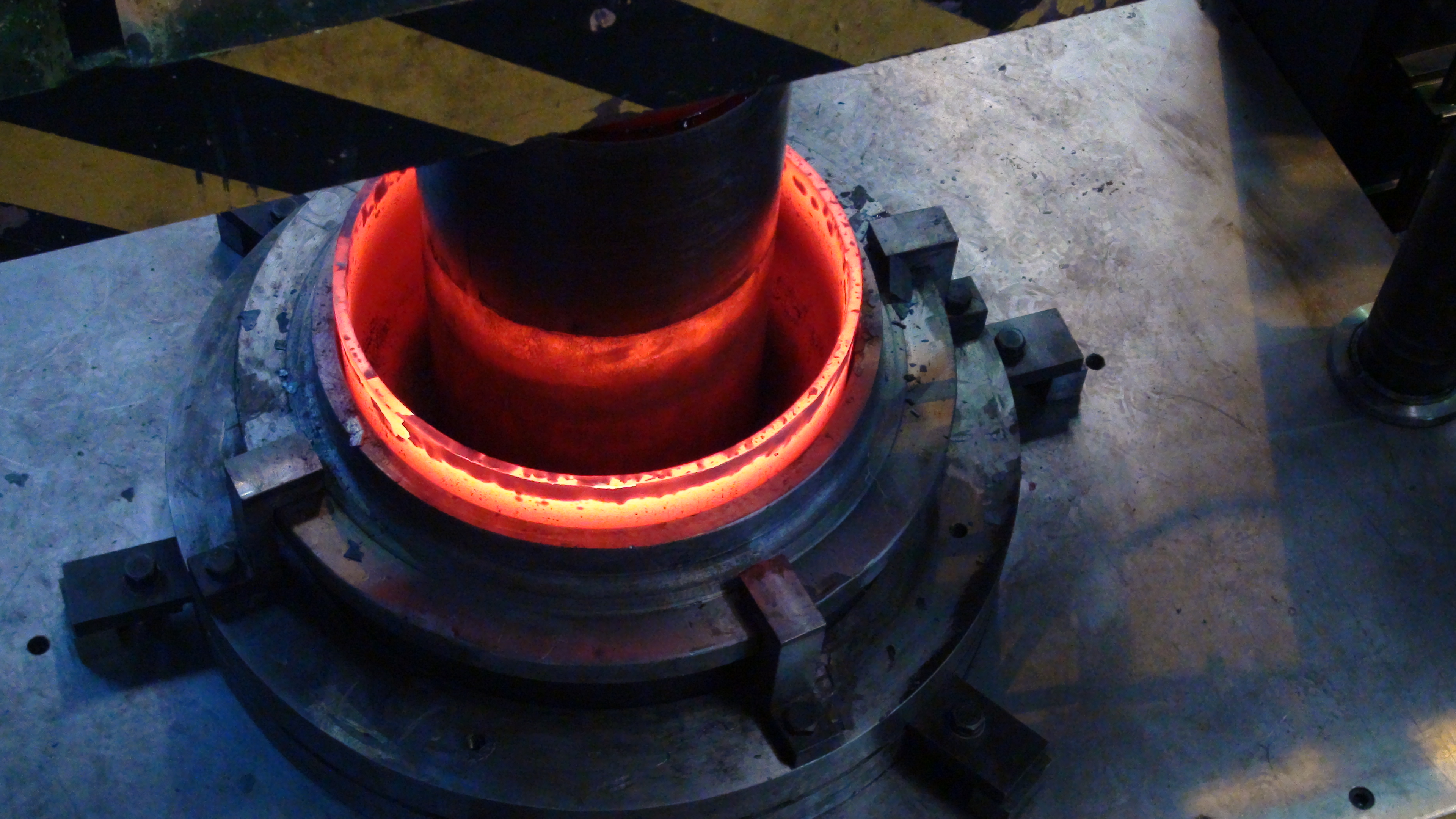
در این مرحله کاپ به طول 850 سانتی متر با قطر 356 سانتی متر تبدیل می گردد.
وظیفه پرس آخر عمل سایزینگ می باشد که کاپ بدست آمده از مرحله سوم را به اندازه نهایی دلخواه می رساند. این قالب نیز شامل یک دست سنبه و ماتریس فولادی می باشد .
در این مرحله کاپ به طول 90 سانتی متر با قطر 356 میلی متر و به ضخامت 8 میلی متر تبدیل می گردد.